地址 : 宜興市官林鎮戈莊村楊生壩88號
咨詢訂購電話
13962152614
13771833055


地址 : 宜興市官林鎮戈莊村楊生壩88號
13962152614
13771833055
13962152614

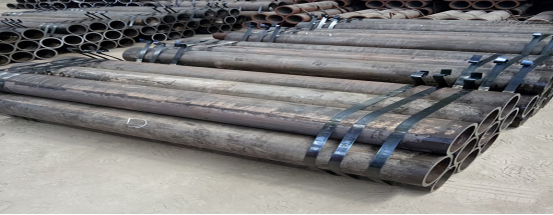
冷拔管在工業中很常見,是用處比較廣的一種鋼管,下面和蘇州帕蒂克液壓設備有限公司一起來了解了解冷拔管預防橫裂措施吧。
一、提高坯料加熱質量
(1)嚴格按工藝要求加熱,并采用上限溫度加熱,杜絕低溫加熱。如對碳素鋼(1臚~45。)坯料加熱溫度分別比原工藝提高20~30℃,效果較好。經統計,其后五個月的裂口下降近40%。
(2)對于斜底爐須勤撥料,使坯料受熱均勻,杜絕陰陽面的出現。同時,撥完料后即關爐門,減少熱損失。
(3)嚴格控制軋制節奏,保證坯料加熱透,不出現黑心現象。避免出現穿孔黑螺旋現象。
(4)使用優質重油,保證坯料加熱質量。
二、蘇州帕蒂克液壓設備建議提高毛管壁厚精度
(1)正確調整穿孔、軋管工藝參數,提高軋輥等工模具精度,使坯料及荒管在穿孔和軋管過程中變形均勻。
(2)精確調整好定心位置,安裝一個托輥裝置,使頂頭能對準坯料中心,避免穿孔偏心。
(3)安裝調整好抱輥,將頂桿抱緊,防止頂桿下沉。
(4)進行設備定修制,使設備保持完好狀態,保證毛管壁厚精度。
(5)加強管理,經常測量毛管壁厚,發現問題及時調整。
三、避免毛管急水冷卻和軋冷鋼
蘇州帕蒂克液壓設備認為控制協調好生產節奏,使荒管在軋制前在臺上停留時間短。保證鋼管終軋溫度不低于850℃,保證鋼管內部組織均勻,減少殘余應力,冷卻水壓適中,防止漏水現象,避免鋼管局部急水冷卻,造成局部冷脆現象。
四、防止毛管直道和軋折現象出現
提高工模具質量,經常檢查工模具,發現工模具磨損或不合要求,及時更換。經常檢查毛管表面質量,發現問題,及時解決。
五、提高毛管修磨質量
對于毛管的軋折、外折等表面缺陷一定要修磨干凈,修磨寬度要大于修磨深度8倍,砂輪打磨后必須要用刀刨平。以提高修磨質量。
六、毛管修磨后退火
(1)由于坯料加熱質量欠佳或終軋溫度偏低等因素的影響,鋼管存在殘余應力等缺陷,經過毛管退火后,消除鋼管殘余應力,改善內部組織,提高塑性,便于冷拔加工變形。
(2)鋼管修磨后,修磨部位出現加工硬化,應力集中,修磨面硬度增高,塑性下降,變形抗力增加。毛管修磨后再退火,就可消除由于修磨造成的加工硬化和應力集中,修磨部位能獲得同其它部位同樣好的塑性,便于加工變形。
(3)毛管修磨后退火,必須符合退火工藝要求,使毛管受熱均勻且透心,以使其缺陷部位組織狀態得以充分恢復。消除內應力,降低硬度,提高塑性。
以上就是小編為大家帶來的關于冷拔管預防橫裂措施的相關內容介紹,希望對大家能夠有所幫助,如果您想要了解更多資訊請聯系蘇州帕蒂克液壓設備有限公司!
點擊添加微信


